SJR Machinery Co., Ltd.




Duct Manufactory Auto-Line V
The main use,performance and characteristics of the equipment
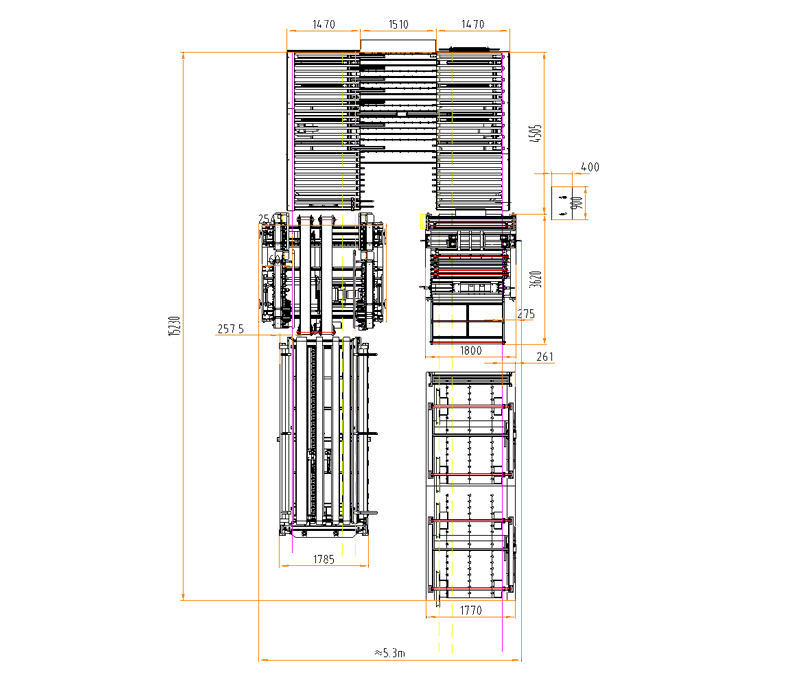
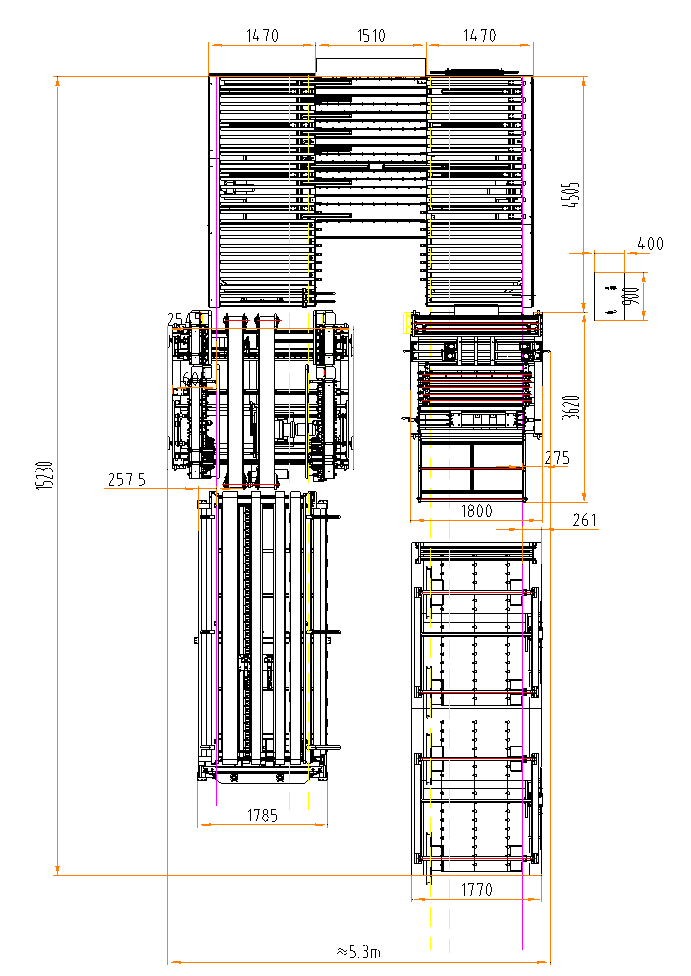
UTypeductmanufactureAuto line V is mainly used for rectangular duct production, from the coil expected wind pipe finished, pipeline operations, fully automated production; process Advanced, High degree, high productivity. Also applicable to the size of the plate under the material, cabinet and household appliances, automobiles, elevators and other light industry sector processing. The entire production line by the discharge frame, it is composed of a straightening and shearing device, a shear angle die device, a shearing device, a Ⅰ platform, a fixed bite machine, a ⅱ platform, a flange forming device, a servo feeding platform and a folding device (refer to the equipment layout and process flow). This production line has the characteristics of simple operation, stable performance, precise control of blanking, small footprint and so on.
The use of this mechanism style pipe, quality and reliable, to meet customer requirements. Also has the following characteristics:
1.used for common plate flange, angle steel flange, hook bone Flange (CS bone) sheet material, can also be used specifically for sheet material;
2.adopts advanced CNC, hydraulic control, pneumatic control system, which makes the operation of the whole system stable and improves the precision of machining.
The basic parameters of equipment&process
|
|
Ability to handle steel plate |
Board thickness T(mm) |
0.5 ~1.5(galvanized sheet) |
|
|
|
|
|
0.5 ~1.2(Stainless steel plate) |
|
|
|
|
Standard for galvanized sheet |
GB/T2518-2008 σs≤350 |
|
|
|
|
Board width W(mm) |
1000/1250 |
|
|
|
|
Board length L(mm) |
600~4000 |
|
|
|
Number of volume plate specifications |
Single roll weight (t) |
6 |
|
|
|
|
Inner diameter (mm) |
500 |
|
|
|
|
Outside diameter (mm) |
<1000 |
|
|
|
|
Number of positions available (roll) |
4 |
|
|
Parameters |
Production efficiency |
Flat material speed (m/min) |
≤15 |
|
|
|
|
Speed ofLtype duct (seconds/pc) |
≥25 |
|
|
|
|
Speed of □type duct(seconds/pc ) |
≥45 |
|
|
|
Shearing Precision |
Length error (mm/m) |
±0.5 |
|
|
|
|
Diagonal Error (mm/m) |
±0.8 |
|
|
|
Edge Folding Precision |
Hem position error (mm/m) |
±1 |
|
|
|
|
Angle error of Folding edge |
±5° |
|
|
|
Wind pipe processing capacity |
Flange forming dimensions (mm) |
Angle Steel Flange |
7 ~9 |
|
|
|
|
TDF Flange |
35 |
|
|
|
Combined Pittsburgh lock Size (mm) |
Right angle size |
7 ~9.5 |
|
|
|
|
Pittsburgh size |
14.5 |
|
|
|
Duct Minimum section (mm²) |
L type |
150 x 350 |
|
|
|
|
□Type |
160x 150(t=0.5~1.0) |
Notes: 1.L type,□type last fold, margin length ≥ 160mm ;
2.When board thickness t=1.0~1.2, □type recommended section size ≥ 250 x 250mm² for easy picking;
3.The entire line forming part need to be adjustedas making the different plate thickness;
4.There will be some scratches during sheet processing.
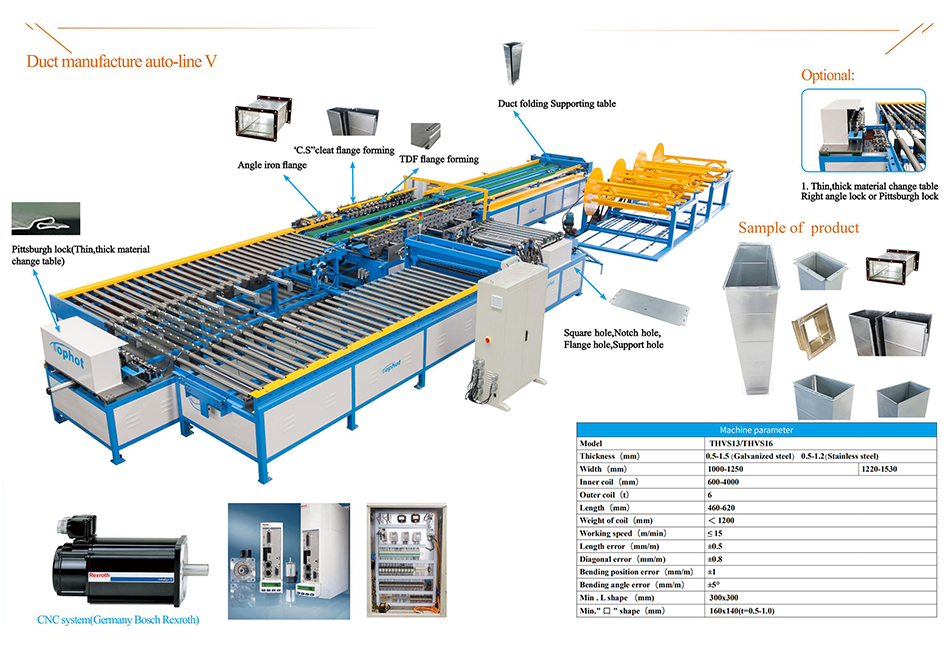
Uncoil -- Retainer Material -- Guide Material – Leveling & Ribbing -- Shearing Square &sharp hole -- Punching flange hole-- Punching supporting hole– Shearing-- Over material-- Manipulator feeding-- Joint corner Seaming(Toyo bone)-- Mechanical feeding-- Over material-- Flange forming (TDF, right angle)--Servo feeding-- Folding edge ∟,□shape -- Finished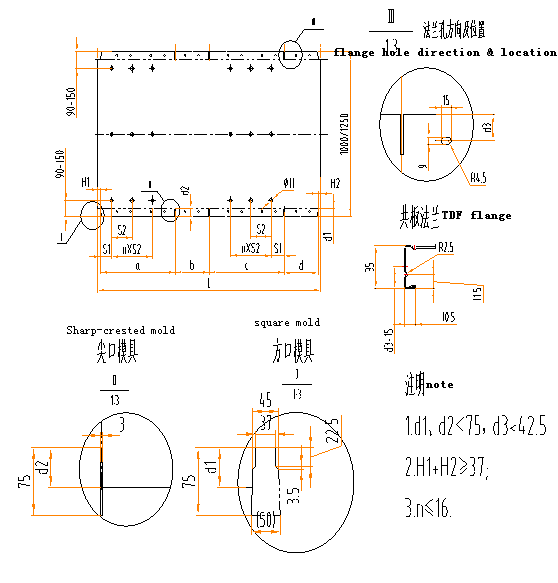
Requirements of the working environment
1.Altitude not exceeding 1000 m;
2.Ambient temperature: -5℃~+40℃;
3.Air relative Humidity: 20% ~80% ;
4.Atmospheric conditions: No thunderstorm erosion and cause explosion, metal corrosion, the destruction of insulation medium (gas and dust, etc.);
5.Main power supply:AC380V ±10%Frequency: 50Hz ;
6.Working height:920mm;
7.Machine Weight:≈14t
8.Total machine power: ≈30Kw
9.Overall dimensions:LxWxH ==16 x5.3x1.6m
|
Main configuration |
Number |
Note |
|
|
Fixed type discharging frame |
1 |
|
|
|
Straightening and pressing bar device |
1 |
|
|
|
Cutting angle Die Device |
1 |
|
|
|
Side Support hole Device |
1 |
|
|
|
Middle Support hole Device |
1 |
|
|
|
Remainder device |
1 |
|
|
|
Shearing device |
1 |
|
|
|
Fixed type bite mouth machine |
1 |
|
|
|
Over-material platform Ⅰ |
1 |
|
|
|
Middle Over-material platform |
1 |
|
|
|
Over-material platform Ⅱ |
1 |
|
|
|
Flange forming Device |
“C”“S” Seam cleat flange |
1 |
|
|
|
TDF Flange |
1 |
|
|
|
Angle Flange |
1 |
OPTION |
|
Servo feeding Platform |
1 |
|
|
|
Edge Folding Device |
1 |
|
|
|
Pneumatic system |
1 |
|
|
|
Hydraulic system |
1 |
|
|
|
Electrical system |
1 |
|
|
Electrical, hydraulic, pneumatic control system
|
CNC System |
|
|
AC Servo System (Germany BOSCH Rexroth) |
HCS01.1E-W0028-A-03-B-ET-EC-EC-NN-NN-FW |
|
|
MCDHT3520E02 |
|
PLC (Panasonic) |
FPOR-E32T |
|
Rotary (EncoderPanasonic) |
HES-25-2MD |
|
Hydraulic valve |
Germany Rexroth technology |
|
Pneumatic |
AIRTAC |



CONTACT US
Contact US
Product Information
Quantity
Unit
Piece
Support order samples, customization, wholesale direct, and complete payment. If the product you look for does not have corresponding customized content, pls fill out the form below to contact us, and we will reply ASAP.